2014.01.21

Achieve Green Molding (5)
Continued from my previous article.
◆ Solutions for Solving Water Quality Issues (1)
Matsui proposes “factor4” as the primary target in molding factories. As a partner for resource conservation, our goal is to help customers achieve 4-times resource productivity by eliminating waste and increasing output.
In the previous issue (sequel to the “Solutions for eliminating Energy Waste”), I talked about the different types of equipment needed in molding factories. I also mentioned a specific problem with one type; resin dryers. Dryers consume and sometimes waste a large amount of energy. So I introduced a new dehumidifying dryer called the “MJ5-i” designed to address and solve this problem.
Today, I will talk about the importance of Water Quality. As you know water is an important resource in molding plants. Plant water systems cool and stabilize temperatures in critical machinery and systems, plant-wide. Therefore Water Quality directly affects product quality and productivity.
Perhaps you have heard of these common problems; unstable molding cycles, extended cooling times, mold temperature controller failures etc.
As a matter of fact, maintaining good water quality is a basic requirement for reliable plant productivity overall. One of best improvements that can be made in any plant is to put in place a program for monitoring and maintaining water quality.
Let’s take a look at what can happen with poor water quality.
Central piping carries this vital resource to all corners of the molding factory. So many machines & systems depend on the free, unrestricted flow of cooling water, it is imperative no interruptions occur. Perhaps the most common problem with central water systems is the reduction of water flow. Typically the buildup of rust, scale and mineral deposits inside the pipe slowly choke off flow. The inside diameter of the pipe shrinks with this buildup. As water flow and pressure drop, plant machinery and systems run poorly and may malfunction. Therefore if water quality is not monitored and managed plant productivity will eventually suffer.
What causes this problem to occur?
It varies by region, but the available water supply can include a variety of soluble constituents. Some examples are silicic acid (silica / lime), calcium, magnesium, oil and rust. These materials will adhere to the inner wall of the pipe.
Even water that looks clear and clean to the naked eye, may contain harmful soluble elements. It is the type and levels of these elements in the water that determine the possible impact on machinery. Water standards have been developed by JRA (The Japan Refrigeration and Air Conditioning Industry Association Standards) Please see the table below.
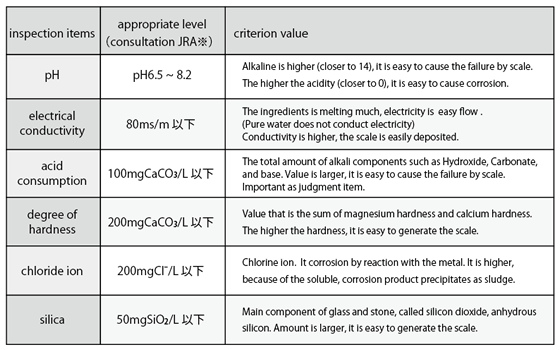
※JRA: The Japan Refrigeration and Air Conditioning Industry Association Standards
If a water test reveals it meets acceptable standards as is, then it is possible problems will not occur. However troubles caused by poor water quality are widespread. Regular monitoring and treatment should still be considered.
If water quality test results were good, why are deposits still found adhering to the inner walls of the pipe?
The illustration below, shows the basic operation of a conventional “open” type cooling tower. Open cooling towers are usually small, lightweight and provide excellent cooling efficiency. These tower systems are also inexpensive, and have been adopted by many factories. You have likely seen this type cooling tower before. The source of pipe clogging is hidden in the cooling mechanism of this tower’s design.
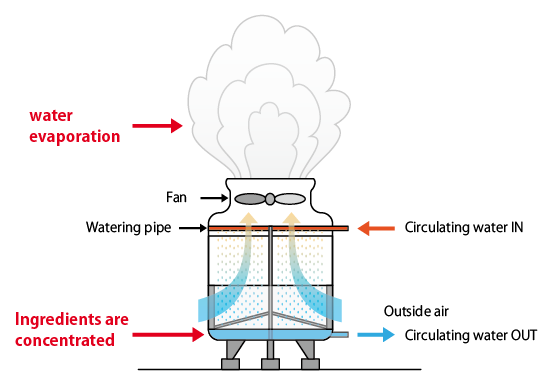
In an open type cooling tower, water comes in direct contact with the outside air. This air contact cools the water before it is recycled back to plant. Some water is lost to evaporation in the process. The white vapor often seen rising above a tower, is in fact water escaping, not contained components that influence equipment around. As this portion of the water evaporates, minerals & sediments remain. This is why the level of contaminants in “clean” water can increase over time.
To prevent such problems, various measures have been taken; replacement of the water on a regular basis, chemical grouting to maintain water quality, incorporating magnets, ion exchange and electrolysis… But all these countermeasures take time, effort and add cost. Additionally the disposal of the old, chemically treated water is not easy.
A complete solution was the development of the closed type cooling tower. The illustration below, shows the cooling mechanism of a closed type cooling tower.
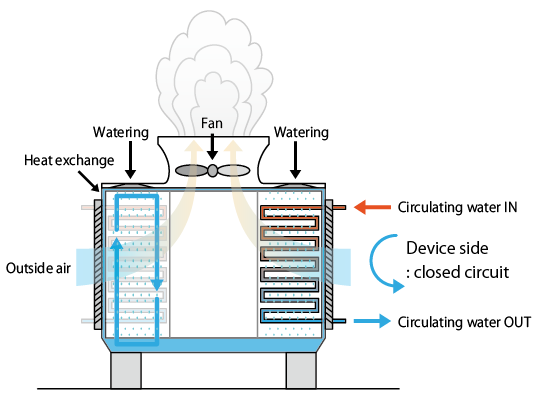
As you can see, the cooling water used in this system is housed within a closed circuit. Water loss with a rising concentration of sediments does not occur. Compared with an open type tower, the heat exchange rate is slightly lower (increased tower size may be necessary for the same performance), but water quality is maintained with better durability and less noise.
The closed loop cooling tower is an innovative product that moves us closer to our goals of factor4 and Green Molding. But I have even more exciting suggestions and ideas to discuss next time.
(To be continued.)
- Solving Water Quality Issues

- Matsui Mfg. Co., Ltd.
- Yasuhiko Iijima, Solution Sales Section