2014.01.21

K2013で見たAdditive Manufacturing (3Dプリンター)
K2013で見たAdditive Manufacturing (3Dプリンター)
1.K2013について
Kショウは3年に一度開催される世界最大のゴム・プラスチック展示会であり、2013年10月16~23日にかけてドイツのデュッセルドルフで開催され、世界中から約22万人の参加者を集めた。
本レターではK2013に出展されていた3Dプリンターを含めた付加製造技術(Additive Manufacturing)についてまとめて報告する。
2.Additive Manufacturing(3Dプリンター)について
Additive Manufacturingは積上げによる方法のことである。紙の上に二次元で印刷する代わりに、厚みを持った「インク」で三次元的に「印刷」して造形する装置が3Dプリンターである。実用化されている3Dプリンターの造形方法としては、光造形、紫外線硬化型インクジェット、熱可塑性樹脂の溶融塗工、樹脂や金属粉末のレーザー焼結、樹脂の粉をインクジェットで吐出した接着剤で固める方法等がある。
3.出展内容
射出成形機メーカーであるARBURGは射出成形機の延長的発想で、射出ノズルからドット状に射出して造形する装置(freeformer)を大々的に出展・実演していた。特長は従来の溶融塗工方式(FDM)と違い、専用の材料が必要無く、射出成形用のペレットがそのまま使用できるとこであり、1材用と2材用の2タイプがある(図1)。

図1ARBURGの3Dプリンター
左上:装置外観、右上:造形ヘッドとサポート、下:サンプル
3Dプリンターで世界シェア1位のStratasysはブースを2か所設けていた。一つのブースでは、インクジェット方式で造った型(紫外線硬化樹脂製)を用いて射出成形の実演を行っていた(図2)。

図2 Stratasysブースのパネルとインクジェット法で造形された樹脂製「金型」及び成形品
AlphacamのブースではStratasysの2つの方式の装置(溶融樹脂塗工方式とインクジェット方式)の実演を行っていた。
Bayerのブースには紫外線硬化型ウレタン(インクジェット用)で耐熱温度120℃を達成し、構造部品(ブースの天井から吊下げているオブジェの柱と柱を接合する部品)として出展していた(図3)。また、熱可塑性ウレタンの微粉末をレーザー焼結で造形したサンプルが多く展示されていた(図4)。
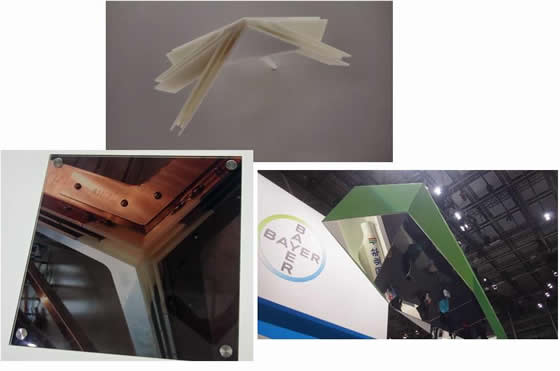
図3 Bayerブースに展示されていた紫外線硬化型ウレタンによるサンプル 上:インクジェット法による造形品、左下:構造部材の接合部分、右下:ブースの造作物

図4 Bayerブースに展示されていたウレタン粉末から造形された造形品
Lehmann&Voss&CoのブースにもBayerのウレタンをベースにした粉末(LUVOCOM)を用いた造形品が多く展示されていた。その中にウレタンエラストマーを原料にしたメッシュ状のボールもあり、弾性がった(図5)。

図5 ウレタン樹脂粉末LUVOCOMによる造形品サンプル
EOSは大きなブースを構え、樹脂粉末のレーザー焼結と金属粉末のレーザー焼結のサンプルを多く展示していた。EOSのブースの一角にはEOSの装置を使用しているパートナーのコーナーもあった(図6)。HofmannのブースではConcept Laserを用いて細い冷却チャンネルを持ったスライド部品の造形を実演していた。

図6 EOSブースに展示されていた樹脂粉末による造形品(左上)とパートナー企業による金属粉末造形品(金型入れ子)
envisionTECのブースには小型の光造形装置とそれを用いたサンプルが多く展示されていた(図7)。日本でも歯科分野で使用されており、代理店が数社ある。

図7 envisionTECブースに展示されていた光造形装置(上2台)と造形品サンプル(下)
樹脂の造形を行う場合、射出成形と同じ材料を使うかどうかで2通りの選択肢がある。現状では射出成形と同じ材料で造形できるプロセスが優位であるが、Bayerのインクジェット用ウレタンの例のように、3Dプリンターに適した材料の開発が進んで行くことが期待される。
- グリーンモールディング全般

- 秋元技術士事務所
- 秋元英郎