2014.03.13
实现成型工厂「财富增长2倍、资源消耗减半」 (6) --- 急冷&急热成型(2)
6.急冷&急热成型(2)
在上次记事中说到,急冷&急热成型是对提高成型品的表面品质非常有效的技术。
但是,若成功提高了表面品质以后,就能以更高价格销售了吗?或者说提高了商品的魅力销售数量就能大幅度增加吗?这样的话,一定不能说是对的吧。无论从哪方面来讲不是这样的情况都会有很多,不是吗?
基于这样,我们导入急冷&急热成型但以降低投资风险、立即就能获得利益效果为目的,提出和现今为止、拥有完全不同优点的装置构成和模具温控方式的提案。
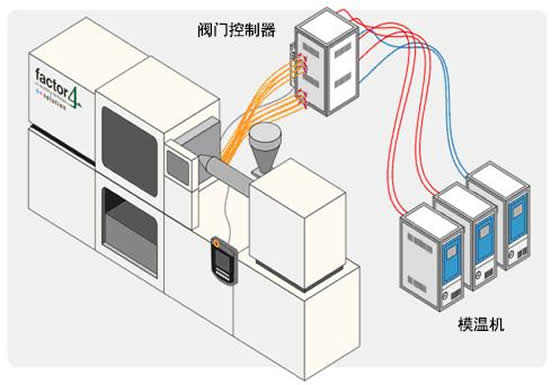
首先来介绍装置的构成。就像下图所示,使用3台标准的高温型模温机(通常为160℃规格),用阀门·控制器来进行温度的控制切换。3台模温机,被用于冷却、预备加热、加热。不是2台而是使用3台,这样就可以缩短加热所用时间。
模温机是独立使用的缘故,若已经有高温模温机的场合哪这部分的投资就不需要了,仅仅投资阀门控制器即可。还有,如果无需用到急冷&急热成型的时候,这3台模温机,也可以当做通常的模温机设备来使用。而且,若只是想先大致确认使用效果的话,也无需制作新的模具,利用现有的模具就能进行确认。这样就能尽可能的降低投资的风险。
下面的提案将介绍,如何能立即获得利益的使用方法。
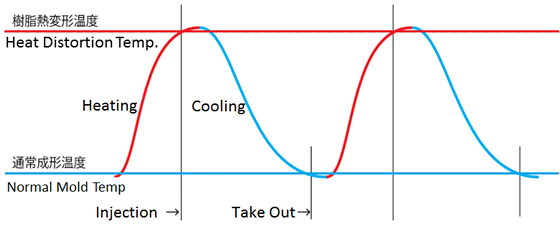
通常说到的急冷&急热成型是,如下图所示,模具急速加热、模具表面温度上升到树脂热变形温度、树脂向模具内射出、然后急速冷却的工序。
但下面介绍的和这不同,如图所示,射出时模具温度为通常的成型温度,射出后急速冷却,尽可能的早些取出,然后再急速加热到通常的成型的模具温度。
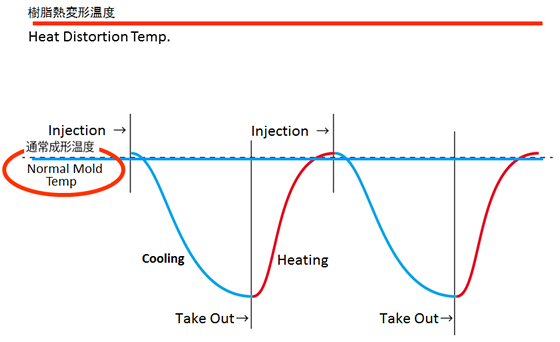
这样做的话,是不能提高表面品质的。但,对成型周期在1分钟以上的物件,在表面品质没有恶化的时候,就有可能尽早的取出成型品。对厚壁成型和发泡成型的物件特别有效。下面就举一个案例说明。在这个案例中,成型周期实现37%缩短。
样的话,降低了初次投资风险,尽可能的利用已有的资源,就能先顺利导入急冷&急热成型。在此之后,根据效果进一步想提高的话,通过CAE软件的分析、通过上次记事中介绍的金属光造型复合加工(金属3D打印技术)运用于3次元冷却水管(适形·冷却·水路)的模具( http://greenmolding.org/chinese/solution/474 ),就能进一步提案向利用蒸汽·油·电磁诱导等加热方式向模具获得更高温度的方向推进。
未完待续。
- 缩短成型周期

- 绿色成型技术交流协会
- 事务局长 松井 宏信